当烙铁头与焊锡丝/被焊物接触时,我们从上图可以看到温度迅速上升,在这段时间助焊剂挥发并起作用。当温度升到熔点以上时,焊料开始熔化,之后维持大约4秒时间,烙铁移开,焊点凝固。
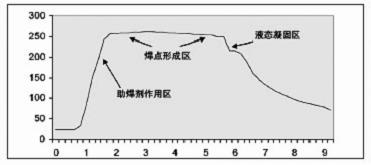
图4 SAC387的理论焊接温度曲线
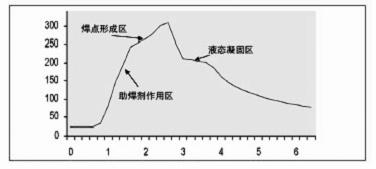
图5 SAC387的实际焊接温度曲线
注意上面的曲线,从液相变为固相时,曲线有一个凹段。但是,在实际操作中,操作者很少能够将烙铁停留在焊点2秒以上,所以实际的曲线如图5所示,在短时间内,加热有一个峰值区,很多的热量在此传递给焊点。
比较上面两条曲线可以看出,焊点实际达到的温度比推荐的熔点以上40℃要高,但时间要短。然而,如果考虑到烙铁传递的热量为温度与时间的函数,两者的热量应该做到差不多才对。
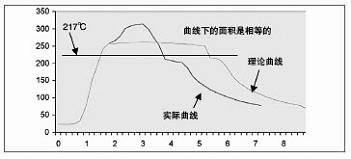
图6 SAC387的两条焊接温度曲线的比较
从图6可以看出,两条曲线在熔点217℃以上的面积是相等的。
对比试验
为了对相关问题做进一步的研究,我们进行了一系列的对比试验:试验中使用的是4层PCB板,一个K型热电偶穿过通孔,通孔在选择时考虑到不常见的手工焊接情况,以适应无铅焊接时会普遍遇到的情况。之后,将被焊管脚插入4个同样的通孔中进行手工焊接。
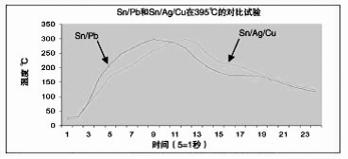
图7 Sn/Pb和Sn/Ag/Cu焊锡丝在395℃下的温度曲线
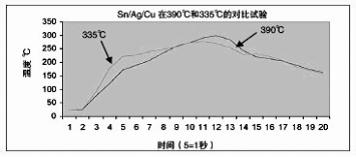
图8 Sn/Ag/Cu焊锡丝在390℃和335℃的温度曲线
第一组试验采用常用的凿型烙铁头,烙铁头温度设置为395℃,采用60/40Sn/Pb锡铅合金和Sn/Ag/Cu无铅合金焊锡进行重复试验。
第二组试验采用无铅焊锡Sn/Ag/Cu在两个不同的烙铁头温度395℃和335℃下进行对比试验。
从第一组的实验的结果看,曲线的峰值温度和在助焊剂作用区温度升高的斜率都是非常相似的。不过可以看到,采用无铅焊接比锡铅焊接在时间上有0.2-0.5秒的滞后,这很可能是由于Sn/Ag/Cu 合金比Sn/Pb合金有较弱的焊锡润湿力。