李铮铮——奥科电子(北京)有限公司总经理
对于任何手工焊接过程,正确的焊接温度对于形成良好的焊点都是至关重要的。
焊接温度/时间与焊点可靠性的关系
通过检查焊点IMC的厚度与内部金相结构,可以清楚地分析出焊接中传递给被焊物的热量是否正确,而焊点表面可以反映出在电路板焊盘上形成的焊点是否良好。
控制IMC的厚度对于形成可靠的连接是很重要的,焊点内部IMC形成速率与焊接温度和时间有关。烙铁提供的热量过大会增大焊点IMC的厚度,导致焊点变脆;提供的热量过小会使焊料不能完全熔化,形成冷焊(见图1)。
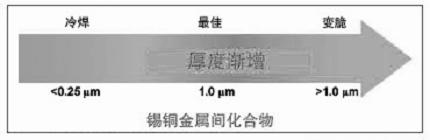
图1 IMC厚度与焊点质量之间的关系
图2所示焊脚处的焊点形状与外观可以反映出焊点的质量,不幸的是,无铅焊接与有铅焊接的焊脚外观很不一样。无铅焊接的焊脚外观颜色暗(图2左图),且有比较大的湿润角度;图2右图为锡铅焊接焊脚外观,颜色发亮。

图2 无铅焊接焊脚(左)和锡铅焊接焊脚(右)外观对比
选择合适的助焊剂
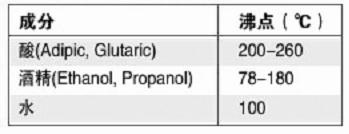
烙铁传输的热量正确与否也影响到助焊剂的使用。酒精与部分酸的沸点低于普通的手工焊接温度,因此,为了避免助焊剂过早地挥发,使助焊剂有充分的时间起作用,保证焊接时烙铁不提供过多的热量从而使焊接面的温度过高是很重要的。
助焊剂的选择对于形成良好的焊点也是很重要的。随着焊接温度的提高,氧化的速度也会相应地加快,由于无铅焊接具有较弱的润湿力,需要助焊剂有较“强”的活性,所以焊锡丝中的助焊剂含量应该从锡铅焊锡丝的1%提高到2%。
表1普通助焊剂的成分和沸点
使用较强活性的助焊剂,需要更多地对PCB上的残留物进行清洗,由于很多企业已经采用免清洗焊锡膏,残留物的清洗势必增加相应的工序和成本。
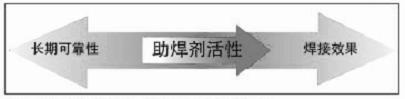
图3 助焊剂活性越强,焊接后的残留物越多
焊接温度曲线
为了形成良好的焊点,在熔点温度以上40℃的时间必须保持2-5秒,因此我们需要烙铁提供相当的热量。大部分企业在进行无铅焊接时选用的焊锡丝是SAC387合金,它的熔点为217℃, 焊接温度相应为257℃(选择SAC305合金为260℃)。由此我们可以得到以下的理论温度曲线: