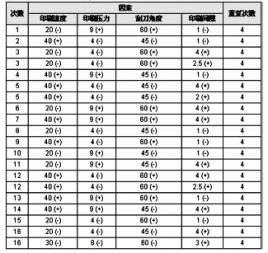
助焊剂覆盖率反映了 DOE实验结果。图4是助焊剂印刷缺陷的实例,其中包括印刷错位、过量溢出和量少等。
从各因素主要关系与交联反应的影响图分析(见图5),印刷速度、印刷压力、刮刀角度和印刷间隙各个因素对助焊剂印刷结果都有着显著的影响,而且各个因素之间的交联反应也是如此。

图4:助焊剂印刷后的缺陷
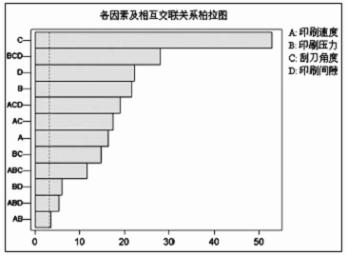
图5:各因素及相互交联反应的影响关系帕拉图
基于参数矩阵优化分 析可得出优化参数设定, 如表3所示。
表3:助焊剂印刷参数优化设定
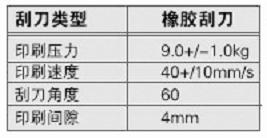
在这个DOE的试验中能够得到最优化的印刷参 数设定;当然,不同的设备会有一定的差异。在生产过程中网板很容易受到损坏,所以需要细心地处理和搬动。在助焊剂印刷过程中,固体粉尘或者其他外来的物质很容易堵塞网板的开口,只能用空气枪来清洗。异丙醇或酒精等清洁剂都不能用来清洁网板,因其会溶解并破坏网板上的高分子材料,通常是在生产结束后用无尘布沾去离子水擦拭并用气枪吹干。
助焊剂印刷完成后,需要在显微镜下检查漏印、量不足或错位。通常助焊剂是透明的,而且目视检验很难检查出缺陷。为方便目视检查,合理地改变助焊剂颜色是必要的。
步骤二:植球
在植球阶段,同样需要特殊设计的模板(见图6)。 该模板的开口设计也是基于实际焊球大小和电路板焊盘尺寸,这样做基于两个方面的考虑:一是需避免助焊剂污染到模板和焊球;二是如何使焊球顺利地通过模板开口。
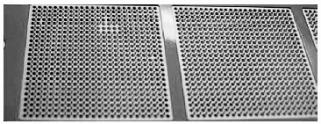
图6:焊球印刷模板底部
该模板结构有两层:主体是电铸模板,具有比激光或化学蚀刻模板更光滑的孔壁,因而可使焊球顺利通过;第二层是紧密结合在模板的底部的一个略带柔性的隔离层(见图7)。复合的两层具有与焊球直径几乎相同的厚度,很好地避免了膏状助焊剂对电铸模板的污染,同时使焊球顺利地通过模板到达焊盘并被助焊剂粘住。
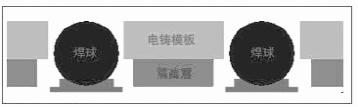
图7:置球模板的设计