前言
实施无铅化将对电路板制造商在设计、焊接工艺及质量控制方面提出新的挑战,更高的回流焊接温度会对电路板基板及元件产生更大的热应力。更高的无铅焊料的熔点温度和元件最大允许温度之间的工艺窗口更小,将使焊接工作更加困难。但仍然必须考虑保证所要求的DPM(Defects/ppm)缺陷率及电路板最低的现场失效率。尤其是倒装芯片(FC)及芯片尺寸封装(CSP)的焊点非常小,在无铅焊工艺中会产生更大的热应力,将引起致命的缺陷。
本文通过新近的研究出版物讨论有关面阵列封装FC及CSP元件存在的焊球顶部剥离问题,研究在锡铅及无铅回流焊工艺中与FC及CSP元件可靠性有关的重要缺陷的分析数据,最后介绍一种已设计成功的新的光学检查技术,用非破坏性的方法来检测这种缺陷。
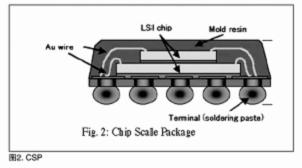
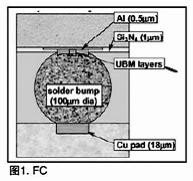
对于不同的制造商FC及CSP的内部设计有很大的区别,图1和图2是两种不同的内部设计。
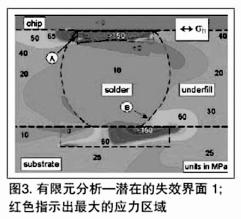
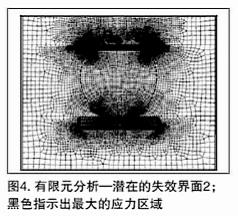
FC及CSP元件的焊点非常小,在机械应力作用下存在很大的失效风险,在托西奥和加里教授指导下进行了广泛的研究,弄清了破裂模式的失效机理和Flip Chip元件 焊点潜在的剥离位置,在他们的研究课题“Flip Chip封装的机械特性”中清楚地指出顶面的焊球剥离具有更大的风险,见图3和图4。
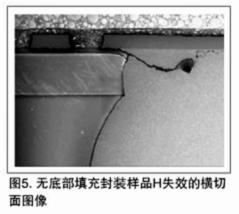
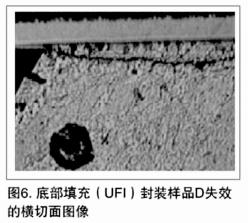
在摩什、米歇尔等人写的文章“底部填充的C S P 组装板的机械可靠性”中,作者认为注意力应放在CSP焊点在焊球顶部的剥离。对组装板的分析发现裂纹处在焊点靠元件面的一侧,图5表示无底部填充的封装样品H在扭力测试时失效的横切面,图6表示使用UFI底部填充的封装样品D在扭力测试1825个周期后失效的横切面。
FC及某些CSP元件的底部填充是为了提高焊接后焊点的机械强度,如果焊球剥离出现在底部填充工艺之前而没有被检查出来,这会造成现场的早期失效。包括CSP在内的许多面阵列封装的元件使用一种填充物来补偿在加热及冷却过程由于CTE(热膨胀系数)的不匹配而产生的焊点内部应力。CTE不匹配的问题如图7所示,由于 PCB基板和元件体的CTE不同(PCB的FR4基板的CTE为18ppm/℃,而芯片硅的CTE为2.8ppm/℃),在更高的工艺温度时两种材料膨胀的量不相同,存在相对运动。在冷却时两种材料的收缩量不相同,也存在相对运动,当焊点凝固时会产生切剪应力。