贾忠中—中兴通讯股份有限公司
回流焊接温度曲线的设计是SMT工艺工程师最重要的工作之一,但据笔者了解,许多制造商的温度曲线都是根据焊膏供应商提供的参数设计的,这也是目前业界较为普遍的做法。这一做法的好处在于可以充分利用焊膏供应商的经验,不足之处是对不同印制电路板组件(PCBA)之间热特性的差异考虑不充分,而这恰恰是影响焊接质量最主要的因素之一。在本文中,笔者将结合一些案例对温度曲线的设计做一些定性分析,供读者参考。
回流焊的加热过程
在SMT的发展过程中,回流焊设备先后经过了气相回流焊、热板回流焊、红外回流焊和热风回流焊等几个发展阶段。气相回流焊、热板回流焊基本没有被广泛使用,红外回流焊也仅仅使用了几年的时间,二十世纪八十年代后期基本就以热风回流焊为主了。
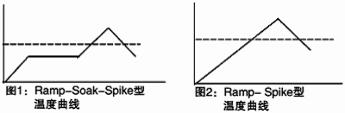
红外回流焊主要依靠红外线进行加热,由于红外线的颜色效应,使得PCBA上不同部位存在较大的温度差。为了减少焊接过程中PCBA的温度不均匀性,多使用 “Ramp-Soak-Spike”型的温度曲线,如图1所示,现在多把它称为传统型温度曲线。而随着全热风回流焊设备的使用,由于加热效率的提升和温度差的减小,逐渐改为“Ramp-Spike”型的温度曲线,如图2所示,这种形状的温度曲线也被称为“帐篷”型温度曲线。
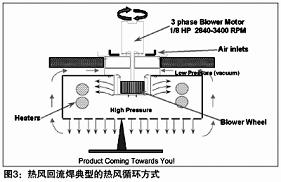
全热风回流焊设备,尽管品牌很多,结构各异,但热风的循环方式基本一样,都是从风口板吹出,再从炉子前后回去,如图3所示。
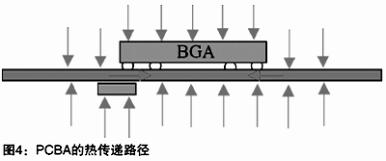
PCBA的受热过程一般为先表面后内部。具体来讲,就是回流焊设备将热空气吹到PCBA的表面,使其表面被加热,再通过传导的方式把热量传递到PCBA内部,如图4所示。显而易见,由于PCBA元器件布局的不均以及元器件封装大小的不同,在加热的起始过程,PCB和元器件各部位的温度存在着差异,而这一差异会引起PCB和元器件封装体的热变形以及各焊点上焊膏开始熔化时间的不一致。热变形会导致热应力的产生,焊膏熔化时间的不同会导致焊接时间的变长;这两点是PCBA回流焊接与单焊点焊接(如可焊性测试)、波峰焊接的最大不同,也是回流焊接必须根据PCBA热特性设置温度曲线的原因所在。
温度曲线的热过程分析
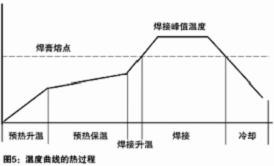
回流焊接中,焊膏的热过程与元器件的热变形过程是比较复杂的,特别是焊膏的热过程,至今也有些问题还没有完全搞清楚。但根据一般的经验,我们可以把它分为5个阶段:即预热升温→预热保温→焊接升温→焊接→冷却,如图5所示。
下面我们对各个阶段进行一下具体分析:
预热(升温和保温)阶段:传统式的温度曲线有明显的两个阶段(升温、均温),而“帐篷”型的温度曲线基本是一个缓慢的升温过程。不论是哪种曲线,预热过程主要解决三个问题:使大部分溶剂挥发,助焊剂活化和去除被焊接面的氧化物,使PCBA在焊接升温前达到热平衡。这个阶段温度曲线的设计,主要考虑的是PCBA的热平衡问题和焊膏的飞溅问题。