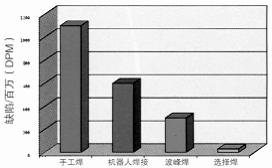
图5:不同焊接方式的DPPM比较
选择焊只是针对所需要焊接的点进行助焊剂的选择性 喷涂,线路板的清洁度因此大大提高,同时离子污染量大 大降低。助焊剂中的NA+ 离子和CL-离子如果残留在线路板 上,时间一长会与空气中的水分子结合形成盐从而腐蚀线 路板和焊点,最终造成焊点开路。因此,传统的生产方式 往往需要对焊接完的线路板进行清洗,而选择焊则从根本 上解决了这一问题(见图6)。
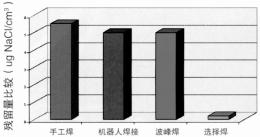
图6:不同焊接方式的助焊剂残留量比较
焊接中的升温和降温过程都会给线路板带来热冲击, 其强度在无铅焊接中尤为突出。
无铅波峰焊的波峰温度一般为260℃左右,比有铅波峰焊高10~15℃。在焊接时,整块线路板的温度经历了从室温到260℃,再冷却到室温的过程,这一升一降的两个温度变化过程所带来的热冲击会使线路
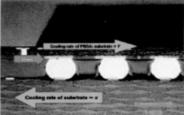
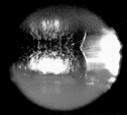
图7:热冲击下BGA剪切应力的产生 图8:剪切应力造成的BGA分层和微裂缝
板上不同材质的物体因为热胀冷缩系数不同而形成剪切应力,比如说BGA器件( 图7),在承受热冲击时便会在焊球的顶部与底部形成剪切应力,当这个剪切应力大到一定程度时便会使BGA形成分层和微裂缝(见图8)。这样的缺陷很难检测(即使借助X光机和AOI),而且焊点在物理连接上仍然导通(也无法通过功能测试检测),但是当产品在实际使用中该焊点受到震动等外来因素影响时,很容易形成开路。
选择焊只是针对特定点的焊接,无论是在点焊和拖焊时都不会对整块线路板造成热冲击,因此也不会在BGA等表面贴装器件上形成明显的剪切应力,从而避免了热冲击所带来的各类缺陷。
无铅焊接所需温度高,焊料可焊性和流动性差,焊料的熔铜性强。ERSA早在1995年就预见到了这些趋势并发明了全世界第一台选择焊设备。最新的ERSA Versaflow系列选择焊更是完全满足了无铅需求,提供给用户全系列的选择焊设备,以宽泛满足所有产品对选择焊的需求。
选择焊设备的组成及技术要点
助焊剂喷涂系统
选择焊采用选择性助焊剂喷涂系统,即助焊剂喷头根据事先编制好的程序指令运行到指定位置后,仅对线路板上需要焊接的区域进行助焊剂喷涂(可点喷和线喷),不同区域的喷涂量可根据程序进行调节。由于是选择性喷涂,不仅助焊剂用量比波峰焊有很大的节省,同时也避免了对线路板上非焊接区域的污染。