因为是选择性喷涂,所以对助焊剂喷头控制的精度要求非常高(包括助焊剂喷头的驱动方式),同时助焊剂喷头也应具备自动校准功能。
此外,助焊剂喷涂系统中,在材料的选择上必须能要考虑到非VOC助焊剂(即水溶性助焊剂)的强腐蚀性,因此,凡有可能接触到助焊剂的地方,零部件都必须能抗腐蚀。
预热模块
预热模块的关键在于安全,可靠。
首先,整板预热是其中的关键。因为整板预热可以有效地防止线路板的不同位置受热不均而造成线路板的变形。
其次,预热的安全可控非常重要。预热的主要作用是活化助焊剂,由于助焊剂的活化是在一定温度范围下完成的,过高和过低的温度对助焊剂的活化都是不利的。此外,线路板上的热敏器件也要求预热的温度可控,不然热敏器件将很有可能被损坏。
顶部预热模块
当我们焊接大热容量和多层线路板时,顶部预热模块的使用至关重要。顶部预热有两种方式:红外和热风。由于线路板上元器件高低不同,为防 止预热阴影,建议最好采用热风对流的顶部预热方式(见图9)。

图9:顶部热风预热模块
顶部预热模块可以考虑安装在两个位置,即预热模块上方和焊接模块上方。
在线路板进入焊接模块后,整个焊接工艺的完成需要一定的时间;因为当我们焊第一个焊点时,温度可能是理想的,但是在焊接最后一个焊点时,有可能温度已经偏低了。为了使所有焊点都在理想的温度下完成焊接,可以考虑在焊接模块上方添加顶部热风预热模块。
在焊接大热容量和多层线路板时,仅有底部红外预热是不够的。由于热容量大,底部热能很难完全传递到线路板上方,焊接时焊料在从底部向顶部渗透的过程中温度越来越低,最终焊料凝固而不能达到IPC的III标准所规定的75%以上透锡。对于无铅焊接而言,由于焊料流动性差,问题就更加突出,而顶部热风预热可以很明显地改善透锡效果(见图10)。
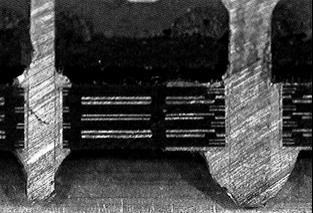
图10:采用顶部热风预热可以改善透锡效果
试验表明,充分的顶部热风预热还可以缩短焊接时间和降低焊接温度;而且这样一来,焊盘与基板的剥离、对线路板的热冲击,以及熔铜的风险也降低了,焊接的可靠性自然大大增加。
焊接模块
焊接模块通常由锡缸、机械/电磁泵、焊接喷嘴、氮气保护装置和传动装置等构成。由于机械/电磁泵的作用,锡缸中的焊料会从独立的焊接喷嘴中不断涌出,形成一个稳定的动态锡波;氮气保护装置可以有效防止由于锡渣产生而堵塞焊接喷嘴;而传动装置则保证了锡缸或线路板的精确移动以实现逐点焊接。
1.氮气的使用。氮气的使用可以将无铅焊料的可焊性提高4倍,这对全面提高无铅焊接的质量是非常关键的。
2.选择焊与浸焊的根本区别。浸焊是将线路板浸在锡缸中依靠焊料的表面张力自然爬升完成焊接。对于大热容量和多层线路板,浸焊是很难达到透锡要求的。选择焊则不同,焊接喷嘴中冲出来的是动态的锡波,它的动态强度会直接影响到通孔内的垂直透锡度;特别是进行无铅焊接时,因为其润湿性差,更需要动态强劲的锡波。此外,流动强劲的波峰上不容易残留氧化物,这对提高焊接质量也会有帮助(见图11)。