Ursula Marquez de Tino、Denis Barbini——Vitronics Soltec , Wesley Enroth——Flextronics
焊点的最终形成会受到焊接气氛的影响。根据之前的研究2,3,4,5,6,7,无论是锡铅还是无铅焊料,在不同的气氛下会有不同的表现。由于无铅焊料的润湿性能较差,惰性气体的使用就非常必要。但问题是,惰性气体的使用量应该设为多少比较合适呢?由于氮气的使用会增加生产成本,如何降低氮气消耗量是全球业界都非常关注的问题。
本项目通过控制某些专门设计的印刷线路板焊接过程中回流焊炉中的氧气浓度,来研究气氛对无铅焊接的影响,氧气的PPM值(浓度)通常是通过在炉膛的指定的位置进行测量而获得的。了解炉膛内气体的特性对于研究焊接气氛和焊点形成之间的关系非常重要。在回流焊接后,将对线路板上的通孔元器件进行波峰焊接,并对不同的工艺参数下通孔的填充状况进行比较。
本项目中使用的材料对研究结果会产生非常重要的影响。项目研究了无铅通孔元器件组装在93mil和125mil厚、表面处理为OSP的印刷线路板,使用两种助焊剂条件下得到的焊接结果。波峰焊接曲线根据助焊剂类型进行了优化使助焊剂的性能得到最大发挥。焊点结果的评定依靠目检和5-DX检查。
本研究的目的在于确定不同惰性焊接气氛和通孔填充之间的关联性;通过对表面贴装缺陷和通孔填充情况的分析,来量化以下因素对焊接质量的影响:
·回流焊工艺中的氧气浓度
·回流焊工艺中的氮气供应方法
·波峰焊工艺中的助焊剂
·波峰焊工艺中的气氛
·线路板厚度
·通孔设计和元器件排列方向
实验材料
线路板
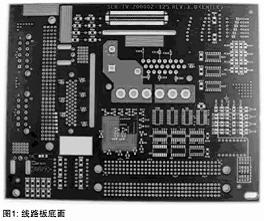
两块厚度分别为93mil和125mil的16层FR4线路板(见图1)。线路板材料为TU752,其玻璃转化温度Tg为1700C,分解温度Td为3500C;线路板上的阻焊层材料是Probimer65,线路板尺寸为5.5 in×7 in;表面处理是Entek Plus HT铜面有机可焊性保护涂层(OSP),选择这种涂层是因为其使用广泛且对温度和空气环境比较敏感。
OSP能暂时保护线路板的铜表面不被氧化。在焊接过程中,OSP会被助焊剂渗透并被高温熔化掉。由于经历多次热循环后会使涂层产生交粘现象(cross linking),从而使其难以被助焊剂中的弱有机酸渗透。根据铜表面OSP供应商的规格说明,该种涂层能经受三次以上的热循环,而润湿性能不会降低。
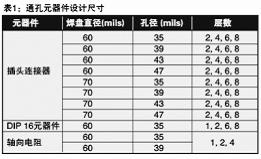
线路板由伟创力(Flextronics)设计,包含了表面贴装和通孔元器件的焊盘。表1列出了通孔元器件的设计尺寸。