焊点结果的评定依靠目检和5DX检查。视觉检查不仅能够帮助发现各种焊接缺陷,如桥接,少件,焊锡过多,焊锡球和锡网等,而5DX能检查到元器件引脚通孔中的填充状况并算出每个元器件引脚的通孔填充率。此类技术也被用来检查贴片元器件的缺陷。
视觉检查
我们对所有线路板底面的波峰焊接后的表面贴装和通孔元器件进行了视觉检查。最主要的焊接缺陷是桥接或短路。焊锡桥接的形成主要受线路板厚度、助焊剂类型,以及波峰焊气氛的影响(见图4)。在95%置信度,采用方差分析后,建议使用乙醇基免清洗助焊剂,氮气覆盖波峰焊接,和93mil厚度线路板。回流焊对桥接无影响。
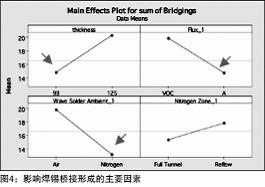
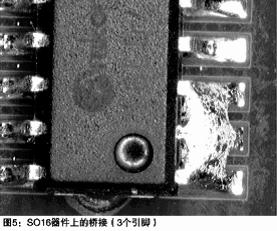
通过视觉检查,我们发现在波峰焊中使用氮气覆盖,桥接缺陷数会减少34%;使用较薄(93mils)的线路板,桥接缺陷数减少27%;使用树脂免清洗助焊剂,桥接缺陷数减少26%。这里缺陷数指被桥接的元器件引脚数量,图5所示是被桥接的3个元器件引脚。
表面贴装元器件的5DX检查
通过对表面贴装元器件桥接缺陷进行的X射线检查数据的分析我们发现,所有的缺陷均出现在SO16器件上。图6所示是不同SO16器件位置出现桥接的频率。U3是桥接数量最多的地方,其方向和线路板方向垂直,位于第二排(参见图7)。
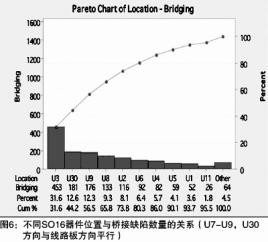
但在和线路板方向平行的元器件上,我们发现桥接明显减少。和线路板方向平行的元器件的每百万桥接缺陷数(DPMO)是6,727,而和线路板方向垂直的元器件的DPMO为70,409。而在在125mil厚的线路板上,和线路板方向平行和垂直的元器件的DPMO分别为111,545 和 65,008。这种相互对立的结果绝大部分是在使用乙醇基助焊剂时观察到的。似乎高预热温度(线路板顶面温度为1280C)会在线路板过波峰之前蒸发掉其底面的助焊剂。
通孔元器件的5DX检查
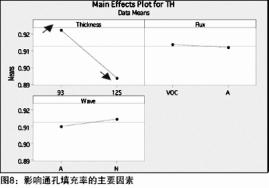
5DX被用来检查通孔的填充状况。对每一个通孔填充情况的分析先采用x-ray测量,分为0%、10%、20%、30%、40%、50%、60%、70%、80%、90%和100%十种填充状况。这种技术通过灰度数据进行描述。在检查前,基于实验和标定,我们先确认了一个阈值。以这个阈值为基准,低于这个阈值的灰度值表明无填充,而高于这个阈值的灰度值则表明通孔有填充;进而得到通孔的上述十种填充状况的灰度值数据。