波峰焊参数的影响
这项研究的目的是为了确认回流焊接气氛对焊点形成的影响。因此,必须对波峰焊工艺进行优化,使其对焊点的形成不会产生决定性的作用。通过数据的分析表明,线路板厚度和波峰焊气氛是影响通孔填充量的主要因素。在95%置信度,采用方差分析后,93mil厚线路板和氮气氛下,对通孔填充情况的影响因素如图8所示。虽然助焊剂也起着很大的作用,但是在试验中通过优化,可以使之降低到最低限度。
线路板厚度对焊点质量的影响
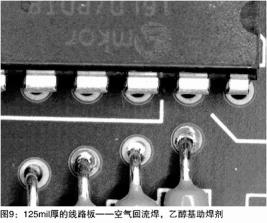
在空气状态下的回流焊工艺中,125mil厚的线路板的通孔填充效果很差(见图9)。IPC-610D13标准规定对等级1, 2 和3 至少要有 75% 的通孔填充率。
其他重要因素还有氮气供应方法和氧气的PPM等级。对于在氮气氛下回流,数据同时支持回流焊合波峰焊。对于在大气环境条件下线路板回流焊接,可以利用大气环境下波峰焊工艺的数据。通常,平均的通孔填充率可达到72%。
对93mil厚的线路板来说,所有焊点的通孔填充均达到可接受的标准(如图11所示)。回流焊气氛对通孔填充有一定影响,但还不至于会使焊接质量不可接受。影响通孔填充的主要因素为助焊剂,回流焊气氛,和氮气供应方式。在回流焊中,和氮气环境比,空气环境下,通孔填充会有所减弱。
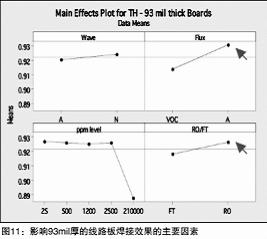
在使用免清洗无VOC成分助焊剂,波峰焊接气氛对焊点略有影响。对在空气环境下完成回流焊接的组件,在波峰焊接时应用氮气,试验表明能提高3%通孔填充率。有95%置信度的数据分析结论,建议使用免清洗乙醇基助焊剂,仅在回流区输入氮气。
我们可以得出结论, 对1 2 5 m i l 厚的线路板, 在2,500PPM的氧气浓度下,仅对回流区充氮,可以获得可接受的通孔填充。而对93mil厚的线路板,除非想获得100%的通孔填充,否则氮气氛对改善通孔填充却没有太大的影响。
线路板设计和元器件类型对焊点形成的影响
线路板的设计包括了不同层的通孔(1~8层),焊盘直径(60和70mil),和孔径(35~47mil)的设计。根据这些参数,3种不同类型的通孔元器件被人工放置和插装在线路板上。每个元器件有不同数量和直径的引脚。
连接器
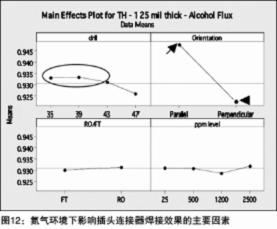
插头连接器被插装在线路板上的不同位置,分别排列在与线路板传送的平行和垂直方向,有4种钻孔尺寸(35、39、43和47mil),2种焊盘尺寸(60和70mil),连接在线路板的2、4、6和8层。对125mil厚的线路板的氮气回流焊测试表明,钻孔尺寸和元器件方向对插头连接器的通孔填充有着关键影响;而在不同的氮气供应方法和氧气浓度下,通孔填充率却没有什么变化。请注意,所有焊点的通孔填充均能达到IPC标准13(见图12)。