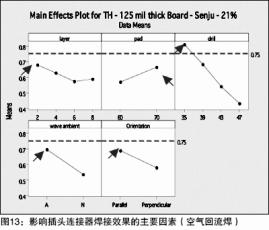
而在空气环境下进行回流焊的125mil厚线路板,通孔填充却是不足的(见图13)。为了获得可接受的通孔填充率(>75%),钻孔尺寸需为35mil,焊盘尺寸需为70mil,并最多连接2层线路板(基于12个数据点)元器件需插装在和线路板传送平行的方向上,且波峰焊在空气环境下运行即可。
对于免VOC、免清洗的助焊剂和93mil厚的线路板,影响通孔填充的因素包括:线路板层数、焊盘尺寸、通孔直径、氧气浓度(PPM值)和元器件方向。如果使用乙醇基的免清洗树脂助焊剂,影响因素包括:通孔直径、氧气浓度(PPM值)、氮气供应方法和元器件方向。所有焊点的通孔填充均能达到可接受的标准。表4列出了使用不同助焊剂时的最优参数设置。
总的来说,对125mil厚的线路板,仅对回流区充氮,在2,500PPM氧气浓度下,焊点的通孔填充即可达到可接受的标准。引脚和通孔的直径比例建议在0.58(25/43mil)和 0.71(25/35mil)之间。这种类型的元器件应该被插装在和线路板传送的平行方向,以获得最佳的焊接效果。而对93mil厚的线路板,除非想获得100%的通孔填充,否则回流区充氮对改善通孔填充起不到什么作用。
轴向电阻
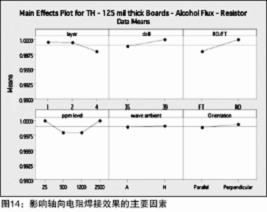
电阻被插装在测试板上的不同位置,分别排列在和线路板传送的平行和垂直方向,有2种钻孔直径(35和39mil),焊盘尺寸为60mil,连接线路板的1、2和4层。对125mil厚线路板的氮气回流焊测试表明,焊点有着良好的通孔填充(如图14所示)。


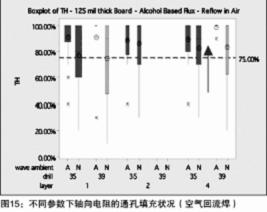
而在空气环境下进行回流焊测试的数据表明,采用39mil通孔直径,连接到4层线路板,在空气环境下进行波峰焊即可获得好的通孔填充率(参见图15)。
对93mil厚的线路板来说,所有焊点的通孔填充均达到可接受的标准。表5列出了使用不同助焊剂时的最优参数设置。
DIP器件
当通孔直径和焊盘直径保持在35和60mil时,DIP器件最多可连接6层电路板。必须注意的是,当器件被放置在125mil厚的线路板上时,缺乏足够长度的引脚伸出。对实验数据的分析表明,对125mil厚的线路板采用乙醇基树脂助焊剂和空气回流焊,通孔填充是不能达到可接受标准的。
但实验数据也表明,对空气回流焊的线路板,使用空气波峰焊可以改善通孔填充效果,但这只限于连接6层电路板的DIP器件(基于4个数据点),参见图17。