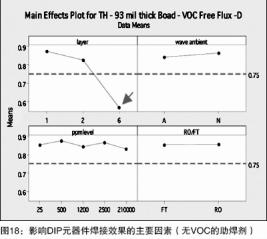
对93mil厚的线路板,如果使用无VOC的助焊剂,元器件连接6层电路板,无论在空气还是氮气氛下,都无法使通孔填充达到可接受的标准(见图18)。相比之下,使用乙醇基树脂助焊剂却可以达到可接受的标准。
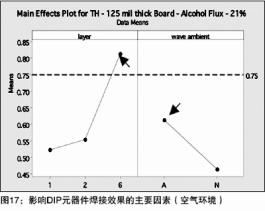
和其他通孔元器件相比,DIP器件焊接的一个主要挑战是:在125mil厚的线路板上,引脚伸出长度不够会导致通孔填充不足。在波峰焊中,元器件引脚有助于焊锡通过毛细作用向上扩散12。
和其他元器件一样,在对125mil厚的线路板的回流焊中使用氮气有很大益处。可以对回流区进行充氮,氧气浓度控制在不超过2,500PPM。而对93mil厚的线路板,助焊剂类型对焊接效果影响很大,实验数据表明,乙醇基的树脂助焊剂更加适合。
结论
本次合作研究的主要目的是了解气氛对焊点形成的影响,并研究了在使用铜面有机可焊性保护涂层(OSP)的线路板上,线路板设计和助焊剂类型对焊接效果的影响,以下为不同工艺参数和材料对焊接影响的结论:
·在对较厚线路板(125mil)进行回流焊时,要达到超过75%的通孔填充率,氮气的使用很有必要。
·通过只对回流区充氮和将氧气浓度设置在较高水平(最大2,500PPM),可以减少氮气的消耗量。
·助焊剂的化学成分是能在很大程度上改变焊接效果的重要的因素。总的来说,在本次研究中,乙醇基助焊剂比无VOC的助焊剂效果更好。要达到理想的通孔填充,必须对这一点加以考虑
·如果已经在回流焊中使用氮气,在波峰焊中继续使用氮气有助于改善焊接效果,并能减少桥接。
· 元器件的布放方向和线路板传送方向的对应性也是影响焊接效果的重要因素,但取决于元器件类型。
·如果在回流焊中使用氮气氛,既有助于通孔填充达到可接受的标准,而且通孔元器件的设计可以有更多的灵活性和空间;而如果只使用空气,则设计上受的限制更多。
未来的研究工作
下一步我们将研究氧气浓度水平和氮气供应方式对铜面有机可焊性保护涂层(OSP)的影响。这项研究将寻求发现回流焊中的氮气使用量和OSP保护层退化之间的关系。