
贴片
试验中使用环球仪器公司的GSM贴片机来贴装线路板底面的元器件。
回流焊
回流焊工艺采用的是一台13温区(9个加热区和4个冷却区)的XPM3940热风回流焊炉。测试分别在5种氧气含量值(PPM)下进行:25、500、1,200、2,500,和210,000。210,000即21%氧气含量,即指空气环境;其余四种为氮气氛,氮气供应采用了全程充氮和回流区充氮两种方法。
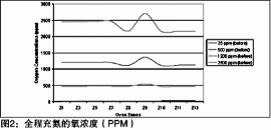
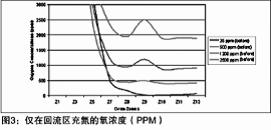
全程充氮是指对回流焊炉的每个温区包括冷却区都进行充氮,从而使整个炉膛的氧气含量几乎保持一致(参见图2);而回流区充氮仅仅是对某些特定的温区进行充氮。在本次实验中,我们只对第9加热区充氮,同时影响到第8加热区和第1冷却区,这三个温区是焊料合金的回流区(参见图3)。PPM值是通过安装在1, 3, 5, 7, 8, 9加热区和10, 11, 13.冷却区的氧气分析仪进行测量的。
温度曲线是通过安装在一块裸板上的4个K型热电偶来设定和测量,这4个热电偶分别放置在线路板顶面靠近焊炉可调轨道和固定轨道的两侧和中间位置,以及底面的中间位置。
我们设定的回流焊温度曲线是典型的线性温度曲线,其最高焊接温度为250oC,液相线(TAL)上时间为65~75秒。两块不同厚度的线路板采用了不同的温度曲线设置。我们使用回流温度曲线,而非固化温度曲线,是为了即能固化胶粘剂,又能模拟双面板的回流焊过程。回流温度曲线设置请参照表3。

助焊剂的最佳使用量是通过参照助焊剂的规格和对标准测试线路板的称重来获得的。传真纸和PH试纸被放置在线路板的顶面,以测试线路板在助焊剂被喷涂之后是否有良好的通孔润湿。
无VOC的水基助焊剂,最大喷涂量为1,500μg/in。但这样的使用量导致125mil厚的线路板焊接质量不良。如果增加助焊剂使用量,虽然通孔填充有所改善,但过量使用助焊剂会造成线路板顶面和底面的污染。因此,针对该助焊剂在125mil厚线路板的实验结果被放弃不用。使用的乙醇基助焊剂的技术数据中没有建议用量的规范,用量是参照Vitronics Soltec 和 Flextronics先前合作进行的实验数据。
我们使用了SAC305焊锡,锡缸温度设置为2650C。在波峰焊接过程中,线路板顶面温度不超过2170C,并使用了托盘。波峰焊接的参数和观察数据请见附录1(请与作者联系)
实验结果及分析